调料厂污水处理 一体化设备的应用与优势
随着食品工业的快速发展,调料生产过程中产生的废水问题日益突出。调料厂废水中含有高浓度的有机物、油脂、盐分及悬浮物,若直接排放,将对环境造成严重污染。因此,采用高效的一体化污水处理设备成为调料厂实现环保达标和可持续发展的关键。本文将探讨一体化污水处理设备在调料厂中的应用及其技术优势。
一、调料厂废水的特点与处理难点
调料生产废水主要来源于原料清洗、蒸煮、发酵及设备清洗等环节,具有以下特点:
- 有机物浓度高:废水中富含糖类、蛋白质、淀粉等,化学需氧量(COD)和生化需氧量(BOD)值较高。
- 含盐量高:部分调料(如酱油、酱料)生产过程中使用大量食盐,导致废水盐分升高。
- 油脂与悬浮物多:废水中常含有动植物油脂及固体颗粒,处理难度较大。
- pH值波动大:不同生产阶段的废水酸碱度差异明显,需进行中和调节。
这些特点使得调料厂废水处理面临降解效率低、污泥产量大、设备腐蚀等挑战。
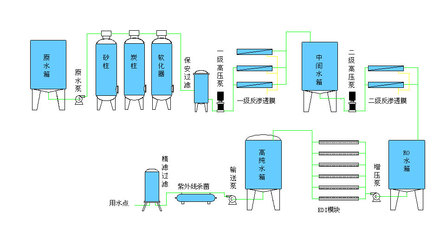
二、一体化污水处理设备的组成与工作原理
一体化污水处理设备集预处理、生化处理和深度处理于一体,通常包括以下单元:
- 格栅池:去除废水中的大颗粒悬浮物,如蔬菜残渣、包装碎片等。
- 调节池:均衡水质水量,并通过曝气或搅拌防止沉淀。
- 气浮装置:利用微气泡去除油脂和细小悬浮物,提高后续处理效率。
- 厌氧-好氧生化池:通过微生物降解有机物,厌氧段处理高浓度废水,好氧段进一步净化。
- 沉淀池:分离活性污泥和净化后的水。
- 消毒单元:采用紫外线或氯消毒,确保出水安全。
其核心原理是通过物理、化学和生物方法的结合,逐步去除污染物,最终实现废水达标排放或回用。
三、一体化设备在调料厂的应用优势
- 占地面积小:一体化设计紧凑,适合调料厂空间有限的场地。
- 处理效率高:多级处理工艺可有效降解高浓度有机物,去除率达90%以上。
- 运行成本低:自动化控制减少人工干预,能耗较低。
- 适应性强:设备可根据废水特性调整运行参数,应对水质波动。
- 环保达标:出水符合《污水综合排放标准》(GB8978-1996),可安全排放或回用于非生产工艺。
四、实际应用案例与效果
某知名酱油生产企业引入一体化污水处理设备后,COD去除率从70%提升至95%,污泥产量减少30%,每年节省处理费用近20万元。设备稳定运行后,企业不仅避免了环保处罚,还实现了部分水资源的循环利用,提升了经济效益和社会形象。
五、未来发展趋势
随着环保要求的提高和技术的进步,调料厂污水处理将向智能化、资源化方向发展。例如,结合物联网技术实现远程监控,或通过膜分离技术回收废水中有价值物质(如盐分)。一体化设备的高效性与灵活性,将为调料行业绿色转型提供坚实支撑。
结语
一体化污水处理设备以其高效、经济、便捷的特点,成为调料厂解决废水问题的理想选择。通过科学选型与合理运营,企业不仅能满足环保法规,还能降低运营成本,实现环境与经济的双赢。在可持续发展理念深入人心的今天,投资先进的污水处理技术,无疑是调料厂迈向高质量发展的明智之举。
如若转载,请注明出处:http://www.cnwote.com/product/243.html
更新时间:2026-02-25 16:58:58